0851-87975109
13985191185
0851-87975109
13985191185

联系人:杨经理
手 机:13985191185
固 话:0851-87975109
传 真:0851-83878114
地 址:贵阳乾郎钢材市场B1-17
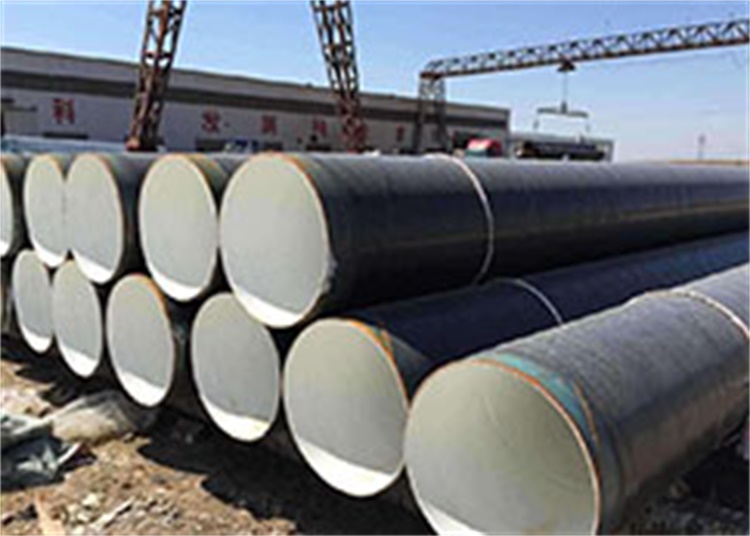
贵阳直缝焊管焊缝标准
贵阳直缝焊管的焊缝均为对接接头的焊缝,如果不控制好焊缝余高和转角半径,则焊趾处的应力就大,以致焊管在服役这程尤其是在腐蚀介质中,易在焊趾处产生应力腐蚀裂纹,对接接头的应力集中主要是焊缝余高引起的。焊缝的余高愈严重,焊接接头的强度反而会降低。
贵阳直缝焊管焊缝在成型和焊接过程中不可避免地会产生残余应力,因此管坯在成型、焊接后要消除残余应力。扩径可消除残余应力,但是残余应力很难完全消除,焊趾处的残余 应力也就不可能消除。为了预防在焊趾处产生应力腐蚀裂纹,这就需要控制好成型、焊接时的残余应力,尤其是焊趾处的残余应力。
贵阳直缝焊管焊缝的转角半径愈小,应力集中的程度则愈大;反之,应力集中的程度则愈小。焊后削平余高,只要不低于母材,减少应力集中,有时反而可以提高焊接接头的强度。因此,对埋弧焊直缝焊管焊缝的要求:一是余高要小;二是焊缝要圆滑过度,使转象半径R值增大。
0851-87975109
13985191185
联系人:杨经理
手 机:13985191185
固 话:0851-87975109
传 真:0851-83878114
地 址:贵阳乾郎钢材市场B1-17
贵州华冶钢联钢材有限公司 版权所有 Copyright © 2016-2017
 直缝焊管
直缝焊管 直缝焊管
直缝焊管 防腐螺旋管
防腐螺旋管