0851-87975109
13985191185
0851-87975109
13985191185

联系人:杨经理
手 机:13985191185
固 话:0851-87975109
传 真:0851-83878114
地 址:贵阳乾郎钢材市场B1-17
贵州螺旋管生产工艺流程特性及焊接导致的难题详细介绍
贵州螺旋管加工工艺特性是什么呢?贵州螺旋管焊接空隙尺寸非常容易发生什么问题呢?在这儿我都来给大伙儿详细介绍下。
一、贵州螺旋管关键加工工艺特性:
1、成条生产流水线的所有机器设备具有与电子计算机数据收集系统软件连接网络的作用,完成数据信息及时传送,由中间主控室对生产过程中的性能参数。
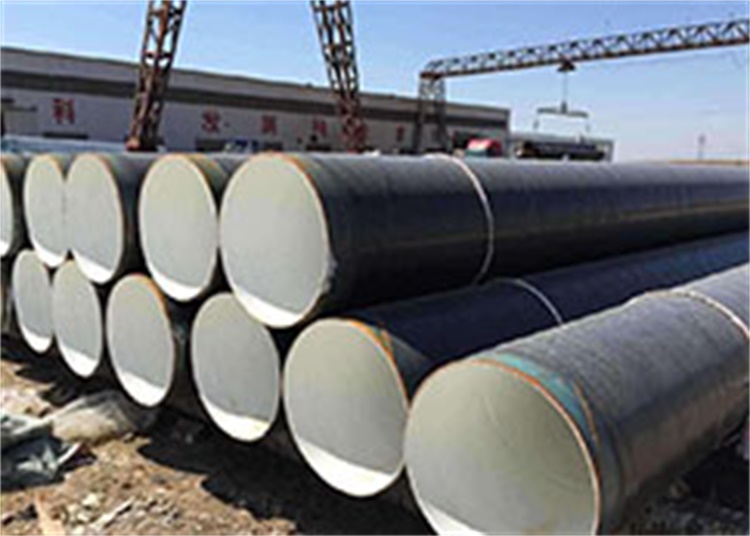
贵州螺旋管
2、成形全过程中,厚钢板形变匀称,内应力小,表层不造成刮伤。生产加工的螺旋焊管在直徑和壁厚的规格规格型号范畴上面有更高的协调能力,特别是在在生产制造高钢级厚壁管管,尤其是中口径厚壁管管层面具备别的加工工艺无可比拟的优点,可满足客户需求在螺旋焊管规格型号层面大量的规定。
3、选用优秀的两面电弧焊的加工工艺,可在最佳位置完成焊接,不容易发生错口、焊偏和未熔透等缺点,非常容易操纵焊接品质。
4、对无缝钢管开展100%的质量检测,使钢管加工的整个过程均在合理的检测、监管下,合理地确保了产品品质。
二、贵州螺旋管焊接空隙非常容易发生的难题:
1.如空隙过大,则导致邻近效应降低,涡旋发热量不够,焊接晶间接性合欠佳而造成未焊接或裂开。
贵州螺旋管
2.如空隙过小则导致邻近效应扩大,焊接发热量过大,导致焊接烧蚀;或是焊接经挤压成型、挤压成型后产生大坑,影响焊接表层质量。
将管料的2个边沿加温到焊接溫度后,在挤压成型辊的挤压成型下,产生一同的金属材料晶体相互之间渗入、结晶体,最后产生坚固的焊接。螺旋焊管若挤工作压力过小,产生一同结晶的总数就小,焊接金属材料抗压强度降低,承受力后会造成裂开;假如挤工作压力过大,可能使熔融状态的金属材料被挤压焊接,不仅减少了焊接抗压强度,并且会造成很多的內外毛边,乃至导致焊接搭缝等缺点。
0851-87975109
13985191185
联系人:杨经理
手 机:13985191185
固 话:0851-87975109
传 真:0851-83878114
地 址:贵阳乾郎钢材市场B1-17
贵州华冶钢联钢材有限公司 版权所有 Copyright © 2016-2017
 直缝焊管
直缝焊管 直缝焊管
直缝焊管 防腐螺旋管
防腐螺旋管